
0 引言
张力控制技术广泛应用于各种长尺寸材料的收卷、放卷和加工等工艺过程,在这些过程中,材料的张力大小及稳定性是重要的工艺参数。例如在精轧工艺中,精轧张力的精确控制可以降低带钢宽度拉窄所带来的剪切损耗,提高带钢成材率[1]。在纤维复合材料缠绕时,稳定的张力可提高纤维的增强特性[2]。在纺织过程中,纱线张力的大小直接影响织物的质量、性能和加工效率[3]。在卷筒纸印刷工艺中,纸路横向或纵向折皱、套印不准等现象,与张力的控制有关[4]。
绕线机是用于绕制电磁线圈、电动机线圈和精密电阻器等各类线圈产品的专用设备,其张力控制系统是决定产品质量的重要因素。在高品质超细漆包线圈的绕制过程中,绕线速度高,许用张力小,绝缘层不允许出现拉伤、破损等缺陷,且线圈品种繁多结构不一致,这些都对张力控制系统的性能提出了很高的要求[5]。薛秉仁[6]设计的绕线机控制系统中,使用力传感器测量漆包线的张力。温何等[5]给出了一种使用电容式角位移传感器的张力检测方案,经过频率调制和频压转换后输出电压信号。Pan Jun 等[7]研究了一种用于漆包线高速绕制的电子张力控制器,使用非接触式光学角度电位器测量张力。王显峰等[8]和徐礼平等[9]都进行了金属丝缠绕实验,张力波动都约为 ± 5%。韩帅[3]进行的纱线绕制实验显示张力最大波动约± 1% 。这些研究中的张力控制系统都使用模拟信号传感器,本文使用增量式光电编码器作为传感器,研究一种全数字的张力控制系统方案,并进行实验验证。
1 张力控制机械结构及其工作原理
漆包线受张力作用会产生拉伸变形,但其形变太小无法直接测量,因此用摆杆弹簧机构来放大形变。
图 1 是简化的张力控制机械结构: 端部带瓷环的直摆杆,可绕 O 点摆动; 弹簧的一端固定,另一端连接到摆 杆上; 漆包线从线源出发,分别绕过导轮 1、放线轮( 安装在放线电机的伸出轴上) 、导轮 2、瓷环和导轮 3,最后进入绕线机( 绕线电机和绕线骨架等) 。其中放线轮外缘开有 V 型槽,内嵌 O 型圈,以增大摩擦力。可以看出张力控制机械结构中,张力 T、摆杆的摆角 θ( 摆杆与竖直方向的夹角) 、绕线线速度 V1 ( t) 和放线线速度 V2( t) 之间的关系为:T = f1 ( ) θ{θ = f2 { } ∫0t [ ] V1 ( t) - V2 ( t) dt ( 1)当放线线速度 V2( t) 大于绕线线速度时 V1 ( t) 时,摆杆顺时针摆动,摆杆的摆角 θ 变小,张力 T 变小; 反之,摆杆逆时针摆动,摆角 θ 变大,张力 T 变大。当放线线速度 V2( t) 与绕线线速度时 V1( t) 保持一致时,摆杆就稳定在某一位置,此时的张力 T 的大小由弹簧拉力唯一决定,而弹簧拉力又由摆角 θ 决定,因此张力 T 和摆角 θ 有一一对应关系。将摆角 θ 作为控制系统的被控变量,将放线线速度 V2( t) 作为控制系统的控制量,跟踪绕线线速度 V1( t) ,就能够实现张力 T 的控制。
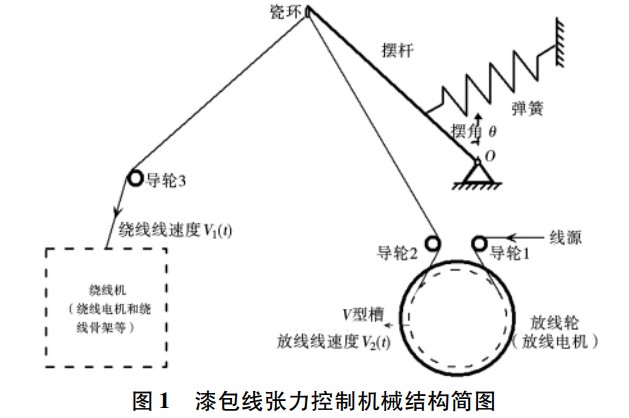
图 1 所示的张力控制机械结构,是一个质量-弹簧-阻尼机械系统,由于存在多个储能元件但没有特殊的阻尼元件,所以机械结构会呈现出振荡特性。
2 控制系统结构
用增量式光电编码器测量摆杆的摆角,这是一种输出电平脉冲信号的纯数字传感器,信号分辨率和精度较高,更新周期短。
常用的控制电机中,交流伺服电机的响应时间短、加减速快、转速稳定性好,能够较好地保证放线线速度快速、精确、稳定地跟踪绕线线速度。
选用 PIC16F1778 单片机作为控制器。用输入捕捉模块接收编码器信号,通过计数和相位比较[10]得到摆角 θ。用脉宽调制( PWM) 模块输出频率可调的脉冲信号驱动交流伺服电机。最高频率可达 32MHz 的系统时钟保证单片机能够快速实现数字控制规律。将通用收发器模块配置为半( 全) 双工异步通信系统基于RS485 或 RS232 总线进行通信,通信编程遵循西门子PPI 通讯协议,能与 S7 - 200 等 PPI 主机进行通讯。
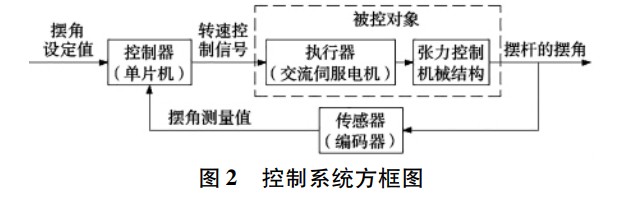
图 2 为控制系统方框图,将执行器与张力控制机械结构合称为被控对象。单片机接收编码器输出的摆角测量值信号,将其与设定值比较后得到偏差,经过软件控制规律处理得到转速控制信号并作用于被控对象,实现完整的闭环反馈控制。
综上所述,传感器输出的是代表摆角信息的电平脉冲信号,控制器输出的是代表转速信息的数字脉冲信号,所以系统控制回路中的关键信号都是数字信号。 这是一个全数字的控制系统,但是仍旧能用传统的传递函数方法来分析。
3 张力控制系统分析
3. 1 被控对象特性
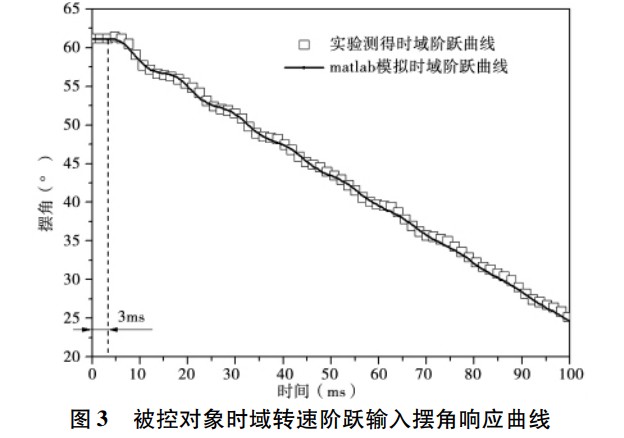
为了得到被控对象的传递函数,可在稳态静止条件下,控制器输出一个 100r /min 的转速阶跃信号,驱动放线电机。测试得到的转速阶跃输入摆角响应曲线如图 3 所示。图中的曲线在 0 ~ 3ms 内,摆角 θ 没有改变,这是被控对象的纯滞后。在 3 ~ 100ms 时间范围内,响应曲线为直线与正弦衰减曲线的叠加。根据式( 1) ,其中直线段应为收放线线速度差随时间累积的体现,正弦衰减曲线应是机械振荡特性的体现。将控制器输出的转速阶跃信号改变为角位移阶跃信号,再次测试得到角位移阶跃摆角响应曲线如图 4 所示,这是一个典型的二阶欠阻尼系统衰减振荡曲线,且同样存在 3ms 的纯滞后。
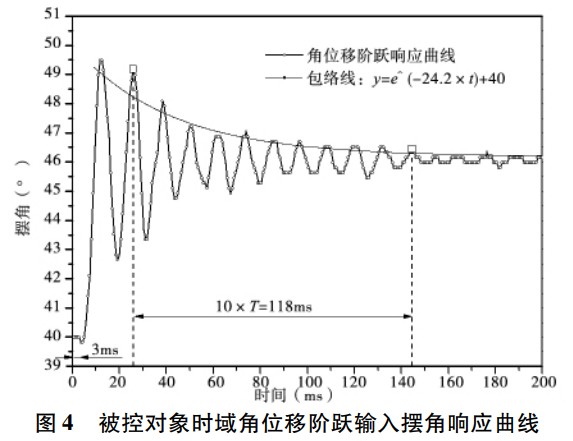
根据上述测试结果,可将被控对象特性简化为积分环节、二阶振荡环节和纯滞后环节的叠加。建立式( 2) 所示的被控对象传递函数,其中 XO( s) 为输出角度象函数,Vi( s) 为输入转速象函数,传递函数的量纲为( °·min) /r。
式中,K 为增益,ω 为阻尼自振角频率,a 为常数( 与阻
依照式( 5) ,将其在 100 倍单位阶跃输入作用下的时域响应曲线绘制在图 3 中。可以看出,模拟得到曲线与测试得到的曲线趋势一致,振荡波形同步,所以式( 5) 作为被控对象的传递函数是比较精确的。