
引言
随着社会经济的发展, 人们生活水平的提高, 对生活便利性的需求越来越强烈, 电梯作为一种输送设备,正逐步走入私人住宅。目前市面上常用的曳引式电梯对土建要求较高, 螺杆式电梯噪声大, 液压式电梯容易出现油液污染。结合气压传动特点及其在工业生产中的应用[1 - 3] 和二层住宅家用电梯的特性, 提出了一种基于 PLC 控制的气压式电梯。美国( Pneumatic VacuumElevators, PVE) 公司提出真空动力电梯, 胡津铭提出了气动升降梯及控制方法[4] 。
1 结构设计
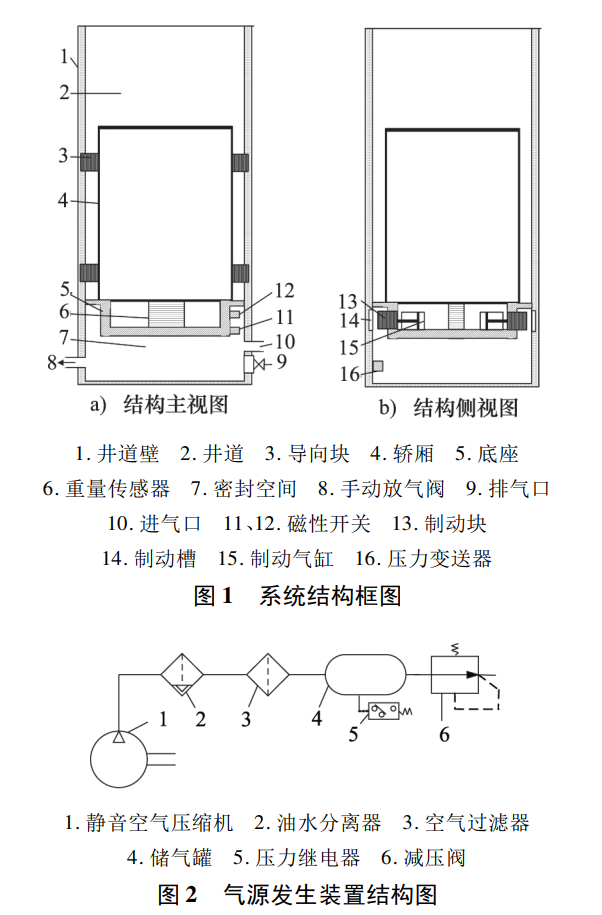
气压式电梯由圆形井道、圆形轿厢、导向机构、传 感器、制动机构、进排气机构、压力测量装置等组成, 具体的如图 1 所示。底座上部的井道与大气相通, 底部下部的井道形成密封空间, 通过向密封空间中充气和排气实现轿厢的上升和下降。在轿厢内安装有楼层选择按钮和应急按钮, 在厅站安装有呼叫按钮, 并安装有轿门关闭到位的微动开关。
1. 1 气源发生装置
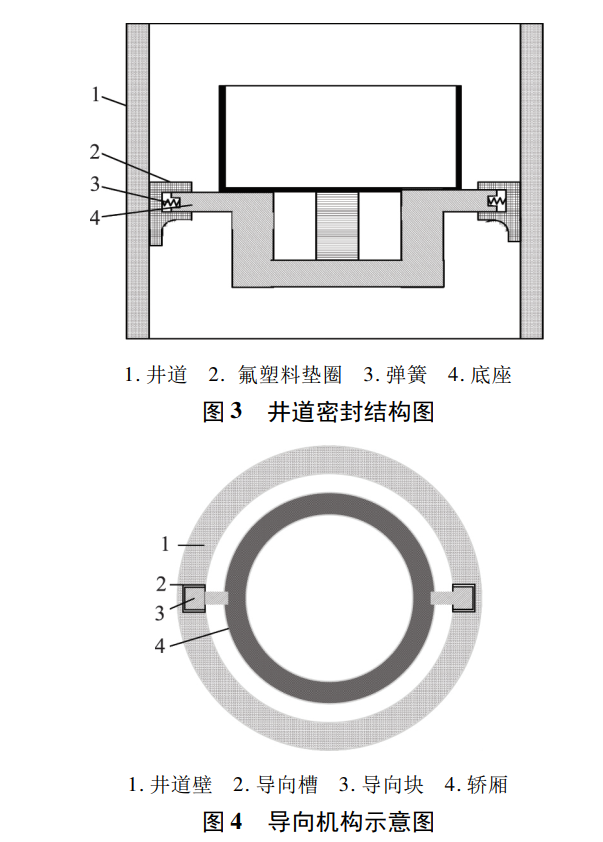
整个电梯系统使用到的压缩空气由气源发生装置提供[5] , 具体如图 2 所示。静音空气压缩机产生的压缩空气经过油水分离器和空气过滤器去除水分、颗粒杂质等得到较为纯净的气体进入储气罐。通过减压阀, 向密封井道提供压力恒定的空气。当储气罐内的气压达到预设值时, 压力继电器触点断开使空气压缩机停止, 当储气罐内气压低于预设值时, 压力继电器触点闭合使空气压缩机启动。
1. 2 井道密封结构
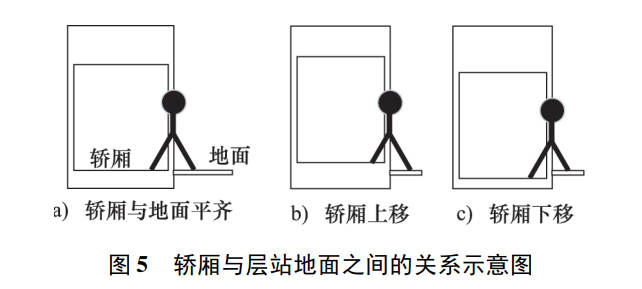
井道采用摩擦系数小、耐磨性强的特殊聚碳酸酯材料, 底座四周安装有摩擦性和耐磨性良好且具有一定弧度的氟塑料垫圈, 垫圈与底座之间用弹簧连接, 垫圈与井道内壁接触, 具体如图 3 所示。在密封空间内压缩空气和弹簧力的作用下, 氟塑料垫圈紧紧的贴合在井道内壁上, 从而实现了良好的密封效果。
1. 3 轿厢导向机构
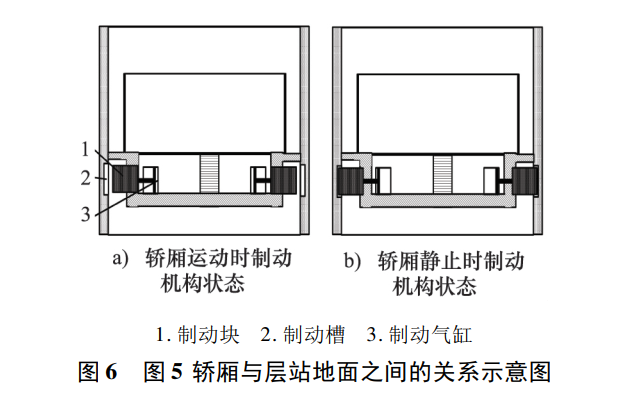
圆形轿厢在圆形井道中有垂直运动和水平转动 2个自由度。若轿厢在运行过程中出现转动, 轿厢门和厅门将出现错位, 影响乘坐的舒适性。为防止轿厢在井道内转动, 在井道壁上对称开了 2 条导向槽, 在轿厢上对称设置了 4 个导向块, 导向块一端与轿厢固定, 另 一端可沿导向槽上下运动, 具体如图 1、图 4 所示。
1. 4 轿厢制动机构
轿厢是依靠轿厢上下的气体压力差停留在某一层。气体具有阻尼和可压缩性, 当人或物从轿厢出来或进入轿厢时, 轿厢内的重量会产生突变, 而密封空间内气体压力不会发生突变, 此时会出现轿厢上升或下降的现象( 如图 5 所示) , 影响了乘坐效果。为使轿厢能够静止停留, 准确平层, 在轿厢底部设置了制动机构, 并在井道壁上开了制动槽, 如图 1 所示。当轿厢到达目的层时, 向制动气缸无杆腔充气, 推动制动块进入井道壁上的制动槽, 从而将轿厢固定; 当轿厢需要运动时, 向制动气缸有杆腔充气, 制动块退出制动槽, 具体如图 6 所示。
1. 5 轿厢调速机构
为改善乘客乘坐的舒适性, 通过改变充气和排气 量的方法, 对轿厢上下行运动实行分段速控制[5 - 7] , 具体如图 7 所示。
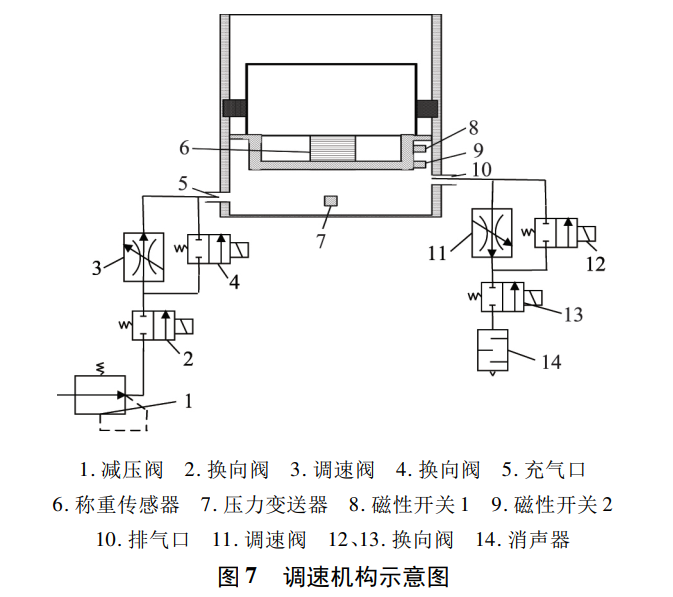
当轿厢需要上行时, 换向阀 2 被打开, 压缩空气通过换向阀 2 和调速阀 3 进入密封空间, 压缩空气推动轿厢低速上行, 当到达预设时间后, 换向阀 4 被打开,进入密封空间的压缩空气量增大, 轿厢快速上行。当轿厢上的磁性开关 1 有信号时, 轿厢即将到达目的楼层, 将换向阀 4 关闭, 减小充气量, 轿厢低速上行, 当轿厢上的磁性开关 2 也有信号时, 轿厢到达指定楼层, 关闭换向阀 2, 轿厢停止上行。当轿厢需要下行时, 换向阀 13 打开, 密封空间内的压缩空气排出, 在重力作用下, 轿厢低速下行, 当到达预设时间后, 换向阀 12 被打开, 排气量增大, 轿厢快速下行。当磁性开关 2 有信号时, 轿厢即将到达目的楼层, 换向阀 12 关闭, 减小排气量, 轿厢低速下行, 当磁性开关 1 也有信号时, 轿厢到达指定楼层, 关闭换向阀 13, 轿厢停止下行[8] 。
1. 6 压力调整机构
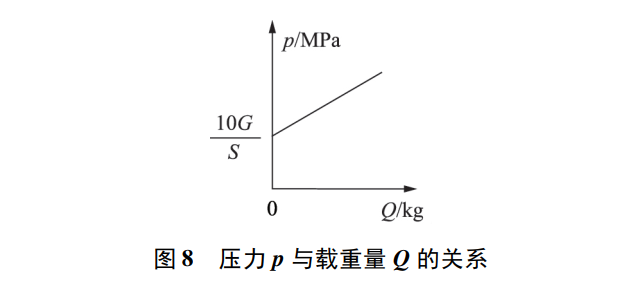
当轿厢的载重发生变化时, 需要及时调整密封空 间气体的压力, 使得轿厢处于一种平衡状态。设轿厢和底座的质量为 G /kg, 轿厢内载重物质量为 Q /kg, 井道截面积为 S /m2, 密封空间气体压力为 p /MPa( 表压力) , 则轿厢受力平衡方程为:
pS·106 = ( G + Q) g ( 1)
式中, p ——— 密封空间气体压力, MPa
S ——— 井道截面积, m2
G ——— 轿厢和底座的质量, kg
Q ——— 轿厢内载重物质量, kg
随着轿厢内载重物 Q 的不同, 密封空间气体压力p 是不同的。需要根据 Q 的不同, 进行密封空间气体压力 p 的实时调整, 具体匹配曲线如图 8 所示。在轿厢底部设置了一个称重传感器, 将轿厢内载重物重量Q 实时传递给控制器; 在密封空间内安装有一个压力变送器, 将密封空间气体压力 p 实时传递给控制器, 控制器根据 p 和 Q 的匹配关系, 控制相关阀门的开启,实现密封空间气体压力 p 的调整。
如图 7 所示, 当 Q 变小时, 控制器将电磁换向阀13 打开, 密封空间内的气体经调速阀 11 和换向阀 13排出, 当压力 p 减小到合适时, 关闭电磁换向阀 13。当 Q 变大时, 控制器将换向阀 2 打开, 压缩空气经换向阀 2、调速阀 3 充入密封空间, 当压力 p 增大到合适时, 关闭换向阀 2。
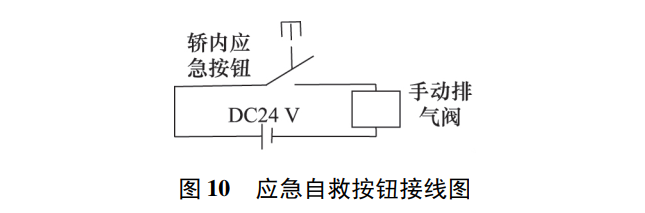
1. 7 应急自救
某种原因导致轿厢下部的井道出现破坏时, 轿厢在重力作用下下降, 当轿厢运行到破坏点以下时, 轿厢和井道壁之间又形成密封空间, 随着轿厢的下行, 密封空间的气体被压缩, 压力逐步增大, 形成了一个气体阻尼装置, 减缓轿厢下行速度, 直至缓慢停止, 保护电梯内的人员不会受到伤害。在井道底部安装有手动排气阀, 并由备用电池控制, 在电梯故障或停电困人的时候, 按下轿厢内部的应急按钮, 接通手动排气阀门电路, 密封空间的压缩空气通过手动排气阀释放到井道外, 电梯依靠自重慢慢下降, 到站时, 松开应急按钮即可。
2 硬件设计及 I /O 分配
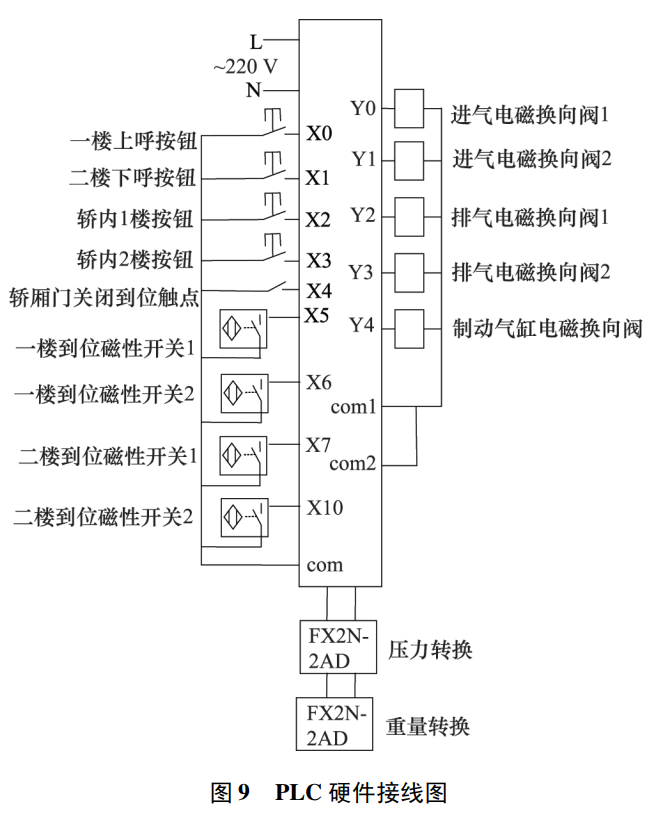
PLC 具有高可靠性、强抗干扰能力、使用灵活等优点, 在电梯控制中应用广泛。根据需要, 选择 FX1N -24MT - 001 型 PLC, 有 24 个 I /O 点基本单位, 晶体管输出, 直流 24 V 输出。
2. 1 PLC 地址分配
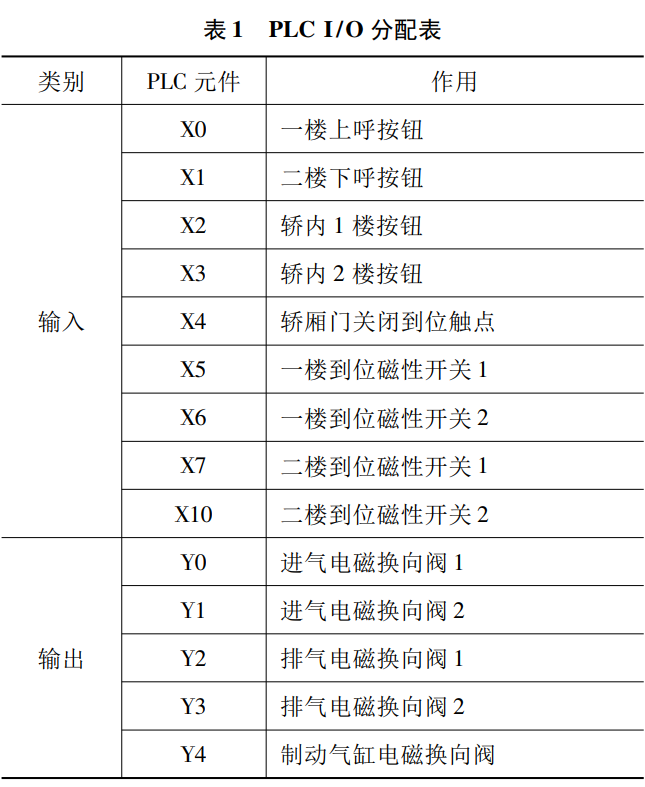
根据系统的功能要求和动作原理, PLC I /O 分配表[6, 9] 如表 1 所示。
2. 2 硬件接线
由于轿厢载重量 Q 和密封空间压力 p 是连续变化的模拟量, 需要使用模拟量输入模块 FX2N - 2AD转换成数字量, 然后传输到 PLC 中。气压式电梯的PLC 硬件接线图[10 - 11] 如图 9 所示, 手动应急装置的硬件接线图如图 10 所示。
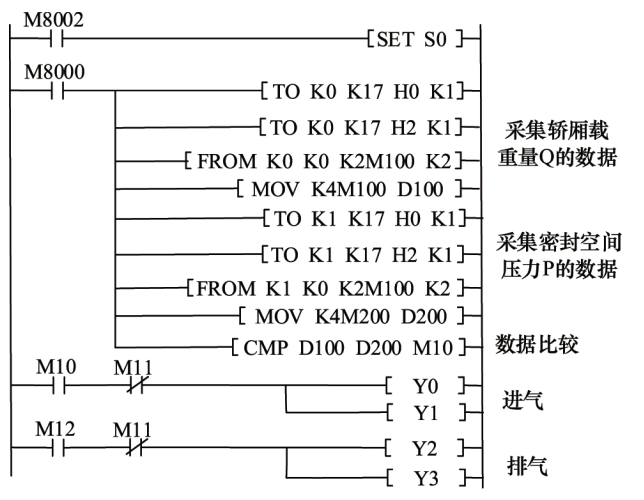
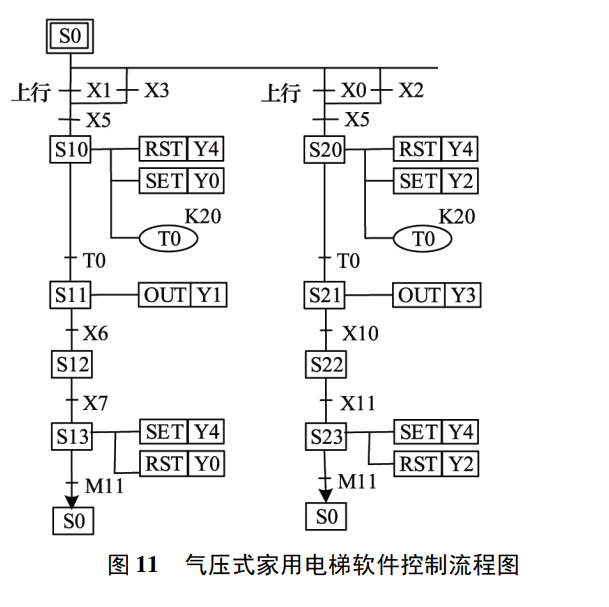
3 软件设计
根据气压式电梯的控制功能和 I /O 分配, 系统的软件设计流程图[12 - 13] 如图 11 所示。在程序中采用了数据寄存器 D100、D101, 用以存放轿厢载重量 Q 和密封空间压力 p 对应的数字量。
4 应用测试分析
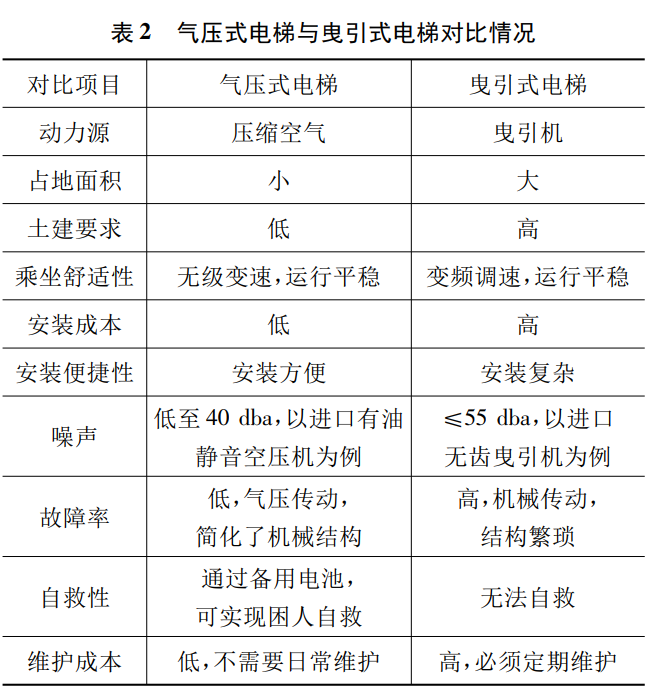
通过合适的通信端口, 将编译好的程序下载到PLC 中。当在 2 楼按下下呼按钮时, 轿厢上行, 能够在2 楼进行准确平层, 制动气缸启动, 将轿厢锁住。当人进入轿厢时, 能够及时向密封空间充气, 关好轿厢门,按下轿内 1 楼按钮时, 制动气缸复位, 轿厢先是低速下行, 然后快速下行, 快到 1 楼时再低速下行, 最后准确停止在 1 楼。轿厢门没有关好时, 轿厢不会运行。关闭设备电源, 按下轿内紧急按钮, 手动排气阀打开, 轿厢缓慢下行。气压式电梯与曳引式电梯对比情况如表2 所示。应用效果良好, 符合设计要求。
5 结论
( 1) 气压式电梯没有对重, 没有钢丝绳, 占地面积小, 节约建筑空间;
( 2) 气压式电梯不需要机房、专用井道、缓冲器、限速器等装置, 对土建要求非常低;
( 3) 气压式电梯不会发生冲顶、蹲底的情况, 可以利用后备电池, 来实现困人自救, 在电梯故障或停电困人的时候, 按下轿厢内部的应急按钮, 接通排气阀门电路后的密封空间空气会缓慢释放到井道外, 电梯会靠自重慢慢下降;
( 4) 气压式电梯结构简单, 不容易发生故障, 易损件少, 可以省去后期维护维修烦恼。
参考文献:
[1] 刘云军, 刘金国, 李杨民. 基于 PLC 控制的管路接头自动对接夹持器设计[J] . 液压与气动, 2018,( 9) : 44 - 48.LIU Yunjun, LIU Jinguo, LI Yangmin. Design of AutomaticDocking Gripper for Pipe Joints Based on PLC Control [J] .Chinese Hydraulics & Pneumatics, 2018,( 9) : 44 - 48.
[2] 林钟兴, 曾显杰, 张宗铄. 基于气压传动的灯头标识自动移印机的研发[J] . 液压与气动, 2019,( 1) : 117 - 121.LIN Zhongxing, ZENG Xianjie, ZHANG Zongshuo. Designof Automatic Pad Printing Machine for Lamp Cap Logo Basedon Pneumatic Transmission [J] . Chinese Hydraulics &Pneumatics, 2019,( 1) : 117 - 121.
[3] 周鹏. 基于 PLC 控制器的气动机械手设计[J] . 机床与液压, 2018,( 13) : 107 - 109.ZHOU Peng. Design of Pneumatic Manipulator Based onPLC [J] . Machine Tool & Hydraulics, 2018,( 13 ) : 107- 109.
[4] 胡津铭. 气动升降梯及控制方法: CN2016103646490[P] .2017 - 12 - 08.HU Jinming. Pneumatic Lift and Control Method: 2016103646490[P] . 2017 - 12 - 08.
[5] 侯良超, 宋志安, 李慧. 气动单轨吊驱动部设计研究[J] .液压与气动, 2018,( 7) : 115 - 120.HOU Liangchao, SONG Zhi’an, LI Hui. Design and Researchon Driving Unit of Pneumatic Monorail Crane [J] . ChineseHydraulics & Pneumatics, 2018,( 7) : 115 - 120.
[6] 李文. 基于 PLC 控制的封头冲压上下料气动机械设计与研究[D] . 广州: 华南理工大学, 2017.LI Wen. Design and Research of Pneumatic Machinery forHead Stamping and Loading Based on PLC Control [D] .Guangzhou: South China University of Technology, 2017.
[7] 刘庆花, 李志伟. 基于 PLC 的扩管生产线液气压控制系统设计[J] . 机床与液压, 2017,( 11) : 88 - 91.LIU Qinghua, LI Zhiwei. Design of Hydraulic and Pneu -matic Control System for Pipe Expanding Production LineBased on PLC [J] . Machine Tool & Hydraulics, 2017,( 11) : 88 - 91.
[8] 王伦侠, 胡恒振. 气动单轨吊机车无级调速控制系统的研制[J] . 煤矿科技, 2016, 36( 3) : 20 - 21.WANG Lunxia, HU Hengzhen. Pneumatic Monorail Stepless Speed Regulation Control System Machinery, 2016, 36( 3) : 20 - 21. [ J ] . Coal Mine
[9] 聂秀珍, 何小刚. 基于 PLC 的烟尘浓度自动监测装置设计[J] . 山东农业大学学报: 自 然 科 学 版, 2019,( 2) : 1- 4.NIE Xiuzhen, HE Xiaogang. Design of Automatic Monito -ring Device for Smoke and Dust Concentration Based on PLC[J] . Journal of Shandong Agricultural University: NaturalScience Edition, 2019,( 2) : 1 - 4.
[10] 刘庆花. 基于 PLC 的自动切料生产线气动装置的设计[J] . 液压与气动, 2015,( 8) : 94 - 96.LIU Qinghua. Design of Automatic Cutting Device Basedon PLC [J] . Chinese Hydraulics & Pneumatics, 2015,( 8) : 94 - 96.
[11] 何用辉. 自动化生产线安装与调试[M] . 北京: 机械工业出版社, 2017.HE Yonghui. Installation and Commissioning of AutomaticProduction Line [M] . Beijing: China Machine Press, 2017.
[12] 周波, 周杰, 左武胜. 基于 PLC 的动涡盘孔自动塞堵机设计[J] . 组合机床与自动化加工技术, 2018, 60 ( 8) :164 - 166, 170.ZHOU Bo, ZHOU Jie, ZUO Wusheng. Design of theAutomatic Plugging Machine for the Orbiting Scroll HoleBased on PLC [J] . Modular Machine Tool & AutomaticManufacturing Technique, 2018, 60( 08) : 164 - 166, 170.
[13] 王珍, 徐晓光, 丁奇安. 基于 PLC 的玻璃蚀刻生产线控制系统设计[J] . 黑龙江工业学院学报: 综合版, 2019,( 2) : 29 - 35.WANG Zhen, XU Xiaoguang, DING Qi’an. Design ofControl System for Glass Etching Production Line Based onPLC [J] . Journal of Heilongjiang University of Technology:Comprehensive Edition, 2019,( 2) : 29 - 35.
文章属扬州市白浦江气动件有限公司原创,版权归其所有,转载请注明出处:http://www.zhichenggan.com,欢迎电询本司产品气弹簧│不锈钢气弹簧│压缩气弹簧│可控气弹簧。