
东莞嘉吉粮油有限公司大豆压榨厂工艺为大豆压坯直接浸出, 没有膨化。由于历史原因, 公司使用国产 80 × 150 压坯机[1] 17 年, 在生产过程中设备性能不稳定, 生产的坯片厚薄不一, 坯片质量不一, 设备的故障停机率高、维护维修成本高, 直接导致浸出豆粕残油、溶耗、蒸汽消耗、电耗等重要指标超标。
如果要更换国际品牌的同类型压坯机, 单台价格在 175 万元或 210 万元, 这些压坯机配备单电机驱动功率 160 kW + 1. 6 kW 左右, 压坯机的底座也与原来的完全不同, 原来的配电系统和基础都需要更换, 单台更换总耗资在 200 万元或 230 万元。
为降低成本和减少对正常生产的影响, 对 80 ×150 压坯机进行技术改造, 保持原配电系统和原装两台 55 kW 主电机, 利用原轧辊和轴承, 更换轧辊主轴, 并对其壳体、液压缸等部件重新设计。在生产正常运行的情况下, 逐台更换, 每台更换工期 4 ~ 5d, 单台改造成本不超过 29 万元。压坯机经改造后在控制坯片厚度 0. 28 ~ 0. 35 mm 的前提下, 处理量达到 320 t /d。
1 压坯机技术改造[2]
1. 1 喂料部分
在存料箱上加装 3 个长条形视镜, 用于观察落料, 压坯机喂料部分见图 1。
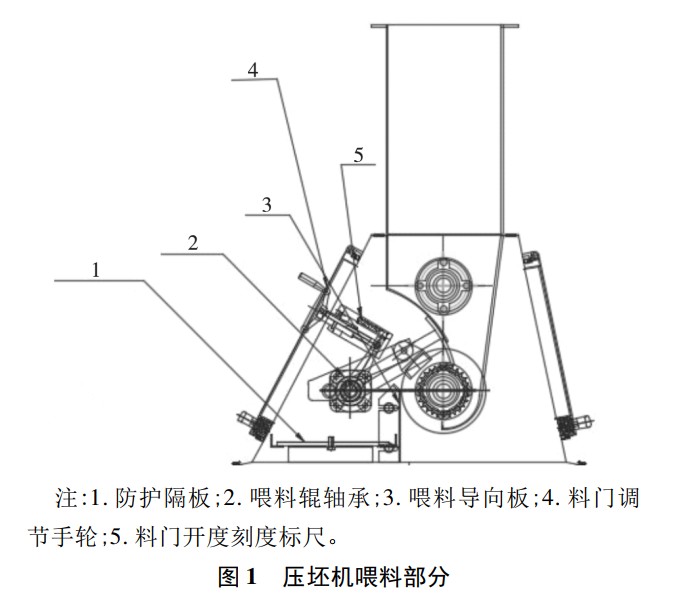
从图 1 可以看出, 把两边的视镜设计成快开式,便于打开清理存料箱角落的积料, 消灭焖烧的安全隐患和确保下料均匀。喂料辊和上方的搅拌器共用一套驱动装置, 可以让来料更均匀, 避免来料分级与结块。为解决喂料辊和后面挡板之间漏豆的问题,设计新式的半包围式喂料辊后挡板, 这块弧形挡板一直弯到喂料辊正下方再向上折起来, 可以避免大豆从缝隙里自流出来。原压坯机喂料辊上方喂料门升降次数多会造成喂料门与喂料辊之间的缝隙变化, 导致喂料不均匀; 在挡板下落时, 大豆卡在喂料门和喂料辊之间, 导致喂料门不能关严而漏豆。将喂料门向后移动超过喂料辊中心线 35 mm 处, 在喂料辊停止转动时, 存料箱内的大豆无法自流绕过喂 料辊漏出来。在正常运行时手动调节喂料门到合适的开启度后, 操作员可以在操作室内通过变频器变频调整喂料辊转速调整产量。这样可以让喂料门处于免维护状态, 方便操作和维护。在喂料辊下方偏前的位置增加了一块导向板, 通过调整导向板确保破碎后大豆准确地落入两条压坯辊中间缝内, 得到最佳的坯片。
1. 2 轧辊
国产轧辊材质采用 DSG 球墨铸铁, 外层和内层都是球墨铸铁, 属于同系列铸铁, 工作层加镍、铬、钼等合金化处理, 硬度高、耐磨性好; 内层没有合金化,强度高( 球墨铸铁抗拉强度≥500 MPa) , 韧性好( 延伸率≥3% ) 。内外层热膨胀系数和热导率几乎相同, 辊身热稳定性好, 辊型保持能力强, 从而轧材厚薄均匀, 轧材精度等级高, 好控制。DSG 球墨铸铁轧辊使用寿命是无限冷硬轧辊的 3 倍。辊体材料为高镍、铬钼合金, 辊面硬度均匀, 径向硬度降低, 膨胀系数小, 不容易崩边、剥落、断辊、起坑、乱丝、崩牙、爆裂。性能优于 NBR( 西班牙巴拉特球墨铸铁轧辊材质代号) , 与 ORT( 德国易勒公司的球墨铸铁材质代号) 相当。
旧轧辊采取断轴设计, 轴头带固定盘, 用热装的形式胀接在辊体上。轧辊在生产过程中表面随着坯片摩擦温度上升, 产生中间胀辊, 而轧辊两端采取热装轴头, 辊端已经处于膨胀状态, 无法与辊中间同步膨胀, 导致辊中间胀辊, 造成坯片厚薄不一致。
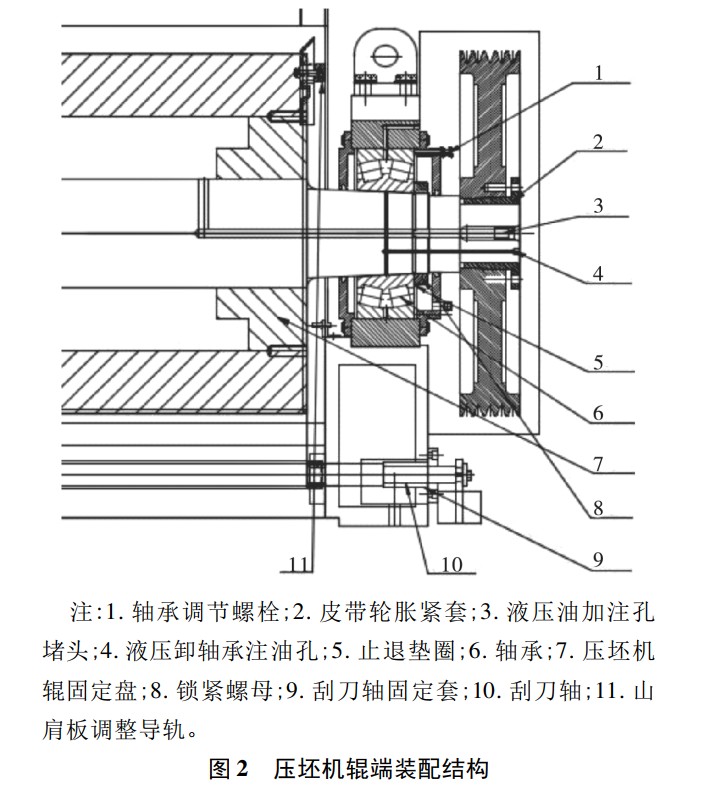
我们采用通轴设计, 辊体和安装盘的接缝采用螺栓定位, 并重新设计密封装置, 防止导热油泄漏。在两个轴端都设计注油孔, 基于食品安全考虑, 用精炼大豆油替代导热油。使用原来的 22336CCKW33锥孔轴承, 在轴承安装位的轴上做油槽, 在安装时用液压螺母将辊轴中间有油孔道联接油槽和轴端的液压油加注口, 在辊端液压油加注口用液压泵注入液压油, 液压杆油可以通过油道进入轴承内环处的油槽,将轴承从轴上胀出来, 见图 2。装上轴承并调整轴承间隙, 辊面辊端采用 10 × 45° 的倒角防止崩边。辊间冲撞力为旧压坯机的 50% 。
轧辊皮带轮和电机皮带轮全部采取胀紧套设计, 方便拆卸。轴承的加油孔做在轴承的外环油槽正上方, 确保油进入轴承两排滚动体之间。
1. 3 壳体和基座
整个压坯机壳体采用不锈钢制作, 避免粉尘和腐蚀性气体腐蚀壳体。辊端山肩挡板采用 T 型螺栓固定在壳体的 T 型槽上, 可以从几个方向调整山肩板的位置。采用 3 mm 20 号钢板制作山肩板, 防止挡板侧边积料并防止磨伤辊面。需要注意的是,保证轧辊的工作面宽度与喂料辊工作面宽度完全一致, 避免在辊面上落料分布不均, 造成辊面出现不均匀的磨损。
在辊端对应的壳体上安装了 6 个压缩空气喷嘴, 分别对着辊端和山肩板, 采用 PLC 定时器控制轮流启动喷嘴吹扫辊端和山肩板后的灰尘。取消原压坯机壳体内不必要的挡板和横梁, 有效地降低积灰着火冒烟的风险。把压坯机下面的取样门改做成一扇整体门, 不仅可以从任意一点取样, 而且可以用红外测温枪对轧辊工作面进行连续扫描测温。在取样门内侧, 加装向下的导料板, 防止在门缝积料导致门无法关严。
1. 4 刮刀
以前刮刀刀片安装接触辊面, 刀片磨损严重, 如果更换不及时导致刀架摩擦辊面, 产生火花。在弹簧失灵时刮刀离开辊面, 造成轧辊表面附着坯片。
刮刀上面的活动部件易脱落掉进接料刮板, 损坏后续设备。
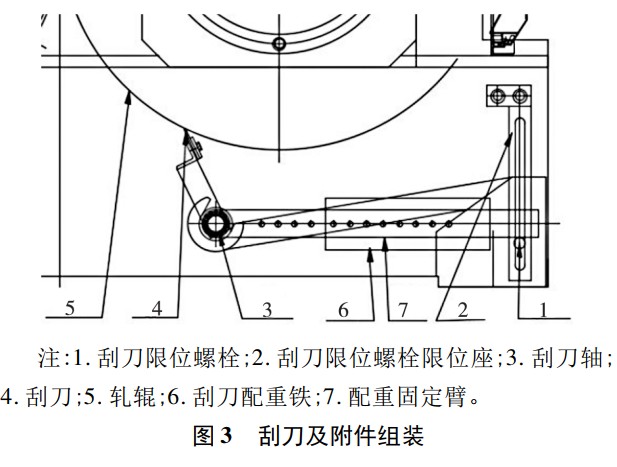
我们改用外置重力式刮刀( 见图 3) , 在壳体内没有活动零部件, 避免了零件脱落的风险。刀架通过滑轨滑到位, 短轴穿过壳体与刀架通过花键联接,通过壳体外面的短臂和配重让刮刀紧贴辊面, 再用外置限位螺栓, 确保刮刀与辊面保持 1 mm 间距而不摩擦辊面。如需要检查刮刀, 只要轻轻抬起外侧短臂和配重, 就能观察刀片磨损程度。如果需要更 换刀片, 只要拆下配重短臂, 用钩子将刀架从滑轨上钩出就可以在外面更换。在正常生产过程中, 如果辊面有异常坚硬附着物撞击到刮刀时, 配重会向上升起, 刀片和辊面不会发生碰撞。刀片采用 3 mm的 20 号钢板制作, 硬度低于压坯机轧辊, 不容易损伤辊面, 很难摩擦出火花。
1. 5 液压缸和轴承座
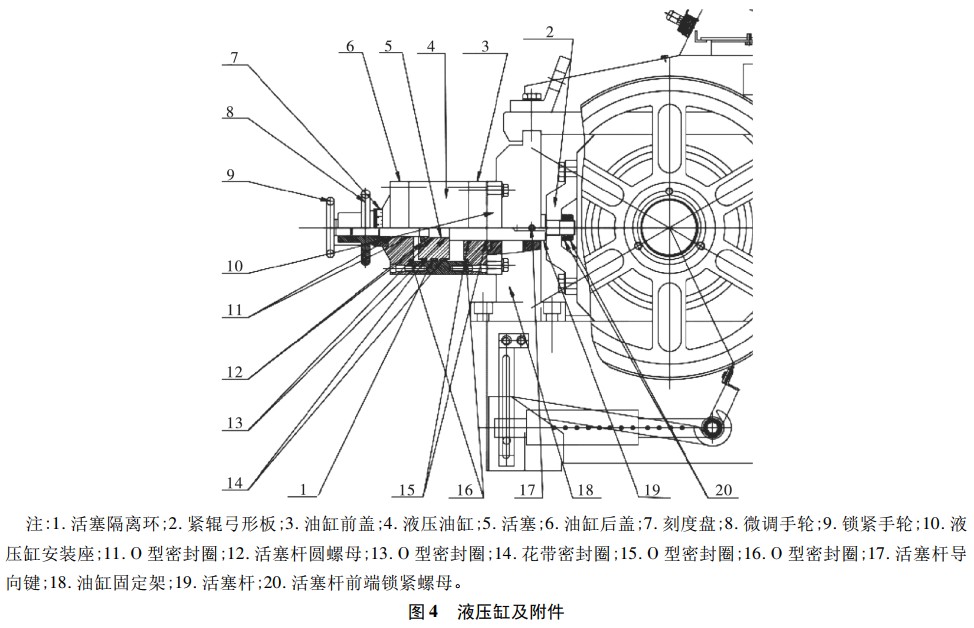
轴承座采用方形设计, 前辊为动辊, 后辊为定辊。动辊在下滑道和上方压板之间可以前后滑动,用耐磨高分子板作下滑道的底板, 防止损伤滑道和轴承座, 调整上方压板确保与方形轴承座之间的间 隙在 0. 1 ~ 0. 2 mm, 防止轧辊振动, 见图 4。
要在运行轧辊辊径可能变化的情况下, 确保在合辊时有 0. 1 mm 的安全间隙。改进推紧式液压缸, 在活塞端部装两个手轮, 在大手轮上标刻度, 用于调整安全间隙, 小手轮用于锁紧大手轮。同时注意调整分辊的间隙, 过大的分辊间隙导致液压缸行程过长, 一旦活塞杆与液压缸固定板不垂直, 过长的行程就会导致活塞杆密封磨损漏油, 长行程也会延长分 - 合辊时间, 增加轴承座与底板的磨损。在弓形板和液压缸安装板之间增加调整垫片, 确保分辊间隙在 5 ~ 6 mm。为了避免液压缸内活塞容易磨损缸壁, 在活塞上增加了高分子材料的隔离环, 确保在密封材料磨损的情况下, 活塞内金属部分也不会摩擦到液压缸内壁。老式的压坯机液压缸活塞杆在两条压坯辊中间, 将两条辊拉紧来压坯, 在生产过程中, 活塞杆受拉力很大, 会疲劳断裂造成压坯辊分辊, 豆瓣从辊缝隙漏出, 尤其是轧辊失圆振动较大时, 老式活塞杆断裂会很频繁。改进后的推紧式液压缸位于动辊的前方, 靠液压通过活塞杆将两条辊压在一起, 活塞杆相比老式设计不容易断裂, 故障率低得多。
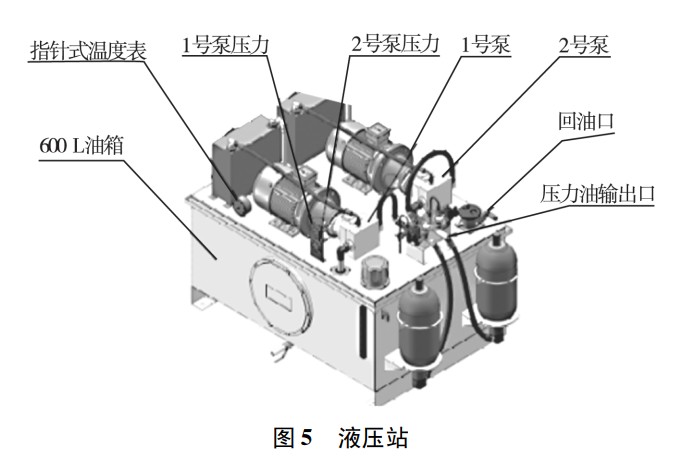
1. 6 液压站
传统的液压站是每台压坯机单独设置一个液压站, 采用叶片泵, 故障率高。
我们设计集中式供压泵站( 见图 5) , 两台变量柱塞泵功耗在 5. 5 kW /台, 可供 9 ~ 14 台压坯机运行, 确保压坯机液压稳定在 5. 5 ~ 6. 5 MPa。两台液 压泵是独立的两套液压系统, 一用一备, 可以切换使用。在泵的溢流管道上配有独立风扇的散热器, 确保液压油温度不会过高。每台压坯机上配置一套液压控制站, 用于现场调整液压。每台压坯机配置的氮气蓄能器应安装在控制站和液压缸之间的管路上, 才能很好地起到缓冲液压波动、减少压坯机振动的作用。蓄能器内氮气压力设置为压坯机工作液压压力的 80% 左右。在压坯机正常工作时, PLC 显示液压系统压力波动在 ± 0. 05 MPa 内, 现场压力表的指针几乎看不到摆动。
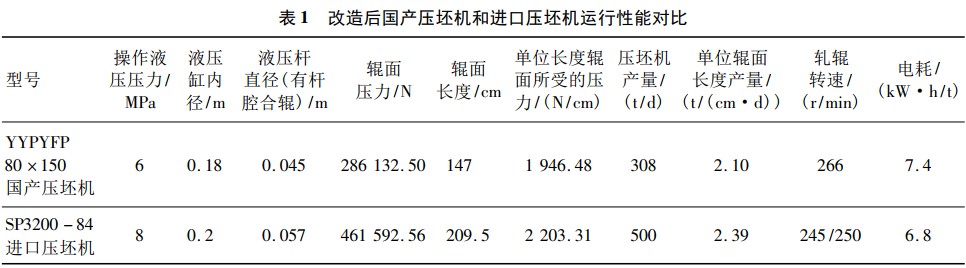
2 改造后压坯机的性能
压坯机在经过技术改造后实际运行性能与进口 压坯机对比见表 1。
单机测试时改造后压坯机单机产量达到 320t /d, 整条生产线设计产能需要每台压坯机日加工308 t。改造压坯机运行 4 年以来, 坯片厚度稳定在0. 28 ~ 0. 35 mm, 坯片的强度也高, 浸出豆粕残油维持在 0. 5% 以内, 故障率很低。维护保养简单, 每 30d 打磨一次倒角, 每 60 ~ 90 d 全辊面磨一次, 磨辊频率和每次磨辊时间短于进口压坯机。
3 结 论
利用现有压坯机的配电系统、轧辊、电机和设备基础, 在不改动现场安装位置和空间的情况下, 对国产旧压坯机进行改造, 在工厂正常运行期间 4 ~ 5 d更换一台, 每台改造费用低于 29 万元, 对比更换新压坯机, 在成本和工期方面都具备优势。改造后的压坯机运行稳定、维护保养很好, 但电耗略高于进口压坯机。现在很多油厂存在这种旧型压坯机, 面临设备老化、性能不稳定、故障率高, 在生产过程中带来经济损失和非计划停工率, 如果能全部技术改造,不但能给油厂带来经济效益, 也能提升油厂的技术水平, 同时促进国内压坯机制造厂提升技术, 提升国产压坯机的质量, 增加对国产设备的信心。
致谢: 感谢大连庄河市德泰机器制造有限公司提供技术支持!
参考文献:
[1] 左青, 郑玉国. 国产压坯机的动态[J] . 西部粮油科技,2002( 3) : 20 - 22.
[2] 左青, 刘立新, 左晖. 关于大型轧坯机维护讨论[J] . 中国油脂, 2018, 43( 4) : 157 - 160.
文章属扬州市白浦江气动件有限公司原创,版权归其所有,转载请注明出处:http://www.zhichenggan.com,欢迎电询本司产品气弹簧│不锈钢气弹簧│压缩气弹簧│可控气弹簧。